 金属瓦的生产是一个相当复杂的多阶段过程,其微妙之处只有专家才能清楚。然而,对于计划使用这种屋顶材料的每个人来说,至少要大致了解金属瓦片是如何制作的。
金属瓦的生产是一个相当复杂的多阶段过程,其微妙之处只有专家才能清楚。然而,对于计划使用这种屋顶材料的每个人来说,至少要大致了解金属瓦片是如何制作的。
毕竟,只有了解金属瓦的制造过程中进行了哪些技术操作,我们才能充分利用其所有优势。
金属瓦生产技术链
金属瓦的生产技术在很长一段时间内一直没有改变——毕竟在其形成过程中,经过国外制造企业的反复调整和改进。
唯一不断变化的阶段是应用保护性聚合物涂层的阶段。
这是因为新型技术聚合物经常出现,并且随着材料的变化,金属瓦片的特性也会发生变化 - 相对简单的屋顶材料的生产在现代被高科技现代瓦片的生产所取代。
在最一般的形式中,金属瓦生产的技术链包括以下步骤:
- 轧制金属底座(镀锌钢板)
- 钝化(保护涂层的应用)
- 保护聚合物应用
- 剖析
- 切割和包装
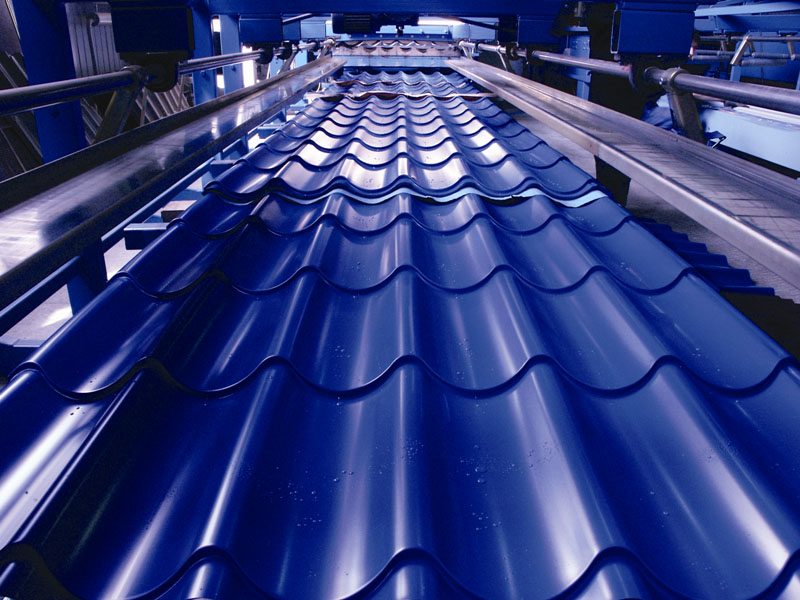
对于不同类型的设备,这些阶段的顺序可能不同,但它们具有相同的结果:在输出端,我们得到一块“按尺寸”切割的金属瓦片,这是一个基于不锈钢镀锌的多层“饼”钢材,只有 金属瓷砖颜色 而我会有所不同。
该视频展示了最流行的屋顶材料在自动生产过程中的生产过程 金属地砖生产线 Monterrey,从卷绕金属开卷机开始,然后 - 在轧机上完美冲压台阶,操作用于切割金属的剪切机(和 3D 剪切机),最后 - 成品板材仓库 - 接收台。
接下来,我们将考虑毛坯通过金属瓦生产生产线的主要阶段。
金属瓦用金属

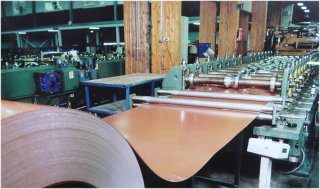
生产金属瓦的原材料是冷轧热镀锌钢卷。
钢卷安装在特殊的开卷机中,开卷机将钢材通过润滑器并送入轧机。
这个阶段的一个重要因素不仅是质量,还有金属的厚度。
卷钢具有最平整光滑的表面非常重要,因为任何表面缺陷都会对基于钝化层和聚合物层的紧固可靠性产生不利影响。
至于金属的厚度,大多数制造商生产金属瓦的设备都专注于加工厚度为0.45至0.55毫米的工件。
这里有几个细微差别:
- 瑞典金属瓦公司倾向于使用最薄的金属,0.4mm。一方面,由此产生的金属瓦具有更小的质量,但另一方面,它在安装过程中需要很高的精度。为此,一些建筑公司认为瑞典金属瓦不规范,拒绝使用。
- 与瑞典人不同,国内的金属瓦制造商更喜欢使用较厚的底座,但是,从 0.55 毫米的厚度开始,钢就很难成型,因此应该使用专门的金属瓦生产线。另外,厚底的金属瓦难免会出现配置偏差,这必然会影响接缝的质量。
- 可以认为使用 0.5 毫米的基数是最佳的。一方面,这种金属瓦非常容易成型,另一方面,它具有必要的安全边际。在厚度为 0.5 毫米的钢基上制造金属瓦的技术被芬兰公司广泛使用。
钢材用于 金属瓦制造商, 依次进行纵向轧制。
结果,我们得到了具有特征轮廓的胶带,为了成为成熟的金属瓦,它没有保护涂层和最终成型。
金属瓦涂料
金属瓷砖的保护涂层,从钝化层到覆盖聚合物的清漆,旨在防止钢基腐蚀的发展。
此外,这些覆盖物赋予金属瓷砖美观的外观,并防止其在紫外线的影响下褪色。通常,金属瓦屋顶的使用寿命取决于保护涂层的质量。
大多数情况下,金属瓦生产线的设计方式是根据以下方案自动应用聚合物涂层:
- 钝化
- 底漆
- 聚合物涂层
- 保护漆
笔记!通常,金属瓦仅从顶部覆盖有聚合物组合物,并且仅从下方施加无色保护涂层。
作为聚合物涂层可以使用:
- 聚酯 - 层厚可达 25 微米,耐磨性高,耐极端温度。聚酯的主要优点是它在成型过程中不会损坏,因此可以将已经涂有涂层的板材送入型材冲压。此外,聚酯是最便宜的涂料之一。
- Pural - 涂层厚度为 金属屋顶 50 µm,令人愉悦的丝滑哑光表面结构。较厚的涂层对成型的抵抗力较差,但对外部因素的抵抗力较高。
- 塑料溶胶 - 层厚 200 微米,颜色范围广,对机械和热影响具有最大抵抗力。然而,涂有深色塑料溶胶的木瓦在阳光下会变得非常热,因此会迅速褪色。
涂上保护涂层后,金属瓦进入成型机制,在那里它被赋予适当的轮廓。仿形后,金属瓦被切割成一定尺寸并包装。
如您所见,这是一个相当复杂的多阶段生产过程——金属瓦经过许多旨在赋予其高性能的技术操作。
但结果是一种极好的屋顶材料,与它一起工作是一种乐趣!
文章对你有帮助吗?